Currently, the most universally used steelmaking methods in the world are converter(mainly top blown oxygen convert) steel smelting and electric arc furnace(EAF) steel smelting.
Electric furnace steelmaking adopts electric power as heating resource. The most often used electric furnaces include electric arc furnace and induction furnace. Since electric arc furnace steelmaking account for the most proportion of electric furnace steel output, electric furnace usually refers to electric arc furnace.
The metal raw refractory material for EAF furnace can totally be composed of scrap steel. EAF furnace can smelt steels which require good mechanical performance and strict chemical compositions, such as special tool steel, aviation steel, stainless steel and so on.
Electric furnace lining can be divided into acid lining and basic lining. The mainstream of current EAF is basic, it can effectively remove sulfur in steel, which is far better than other steel making methods. With the development of world steel production, EAF steel output is continuously growing, accounting for 30% of the world steel output currently. Especially with the development of EAF-continuous casting-continuous rolling short process craft, electric arc furnace steel making has greatly developed.
In recent years, newly developed electric furnaces in the world mainly incude: ultra high power electric arc furnace, direct current electric furnace, double shell electric furnace, shaft electric furnace, Consteel furnace and so on. With the development of secondary steel making processes, the function of EAF furnace as preliminary smelting furnace is more important. The combined operation of EAF furnace and refining furnace makes the smelting period shorten in large scale. There is a trend the production tempo is close to converter, production efficiency is greatly improved.

EAF steelmaking is currently the main method for special steel production in China. Electric arc furnace steelmaking adopts graphite electrode to conduct electric energy into electric arc furnace, the electric arc generated between electrode end and furnace load releases large amount of heat to melt the steel. The advantages of electric arc furnace steelmaking are as follows:
1. High thermal efficiency, higher than 65%.
2. High temperature, electric arc zone temperature can reach to 3000℃ or higher, steel liquid can be heated to more than 1600℃, meeting the smelting requirement of different species of steels.
3. No strict requirement on raw refractory material.
4. Furnace atmosphere is adjustable, steel liquid ingredients are easy to control.
5. Equipment is simpler compared with converter, low area occupation, low investment and quick factory construction.
So not long after the invention of this smelting method, it is widely used in smelting alloy steels and quickly developed. But electric furnace steelmaking also has some shortcomings:
1. Electric arc is spot heating resource, the temperature distribution is not even in the furnace, electric power, electrode and refractory material consumption is very high, at different parts, steel liquid temperature difference is very large if the molten bath stays stable.
2. Electric arc ionizes the air and water vapor, the so produced hydrogen and nitrogen enters into the steel liquid, which will affects the quality of the steel liquid.
3. Low production efficiency, higher cost than converter steelmaking.
The adoption of production process: traditional electric furnace steel mill adopts electric furnace-mould casting production process. Newly constructed electric furnace steelmaking workshops usually adopt high power or ultra high power electric furnace-secondary refining-continuous casting production process. The main characteristics of this process is: electric furnace is melting furnace of furnace load, while refinery is carried out by other furnaces. It can not only improve production efficiency, but also ensures steel liquid quality, therefore, it solved the de-synchrony between electric furnace smelting and continuous casting, and is convenient for the realization full continuous casting in the workshop. Specialized production should be considered for the products of electric furnace steelmaking workshop, multi-type production should be avoided. The numbers of electric furnaces in the workshop should be 1 or 2 according to the output requirement and product types.
Electric furnace smelting methods are divided into oxidization method, non oxidization method and oxygen recycled blown method. Generally, non oxidization method is used for smelting steels which contain more precious alloy elements and high melting points alloy elements, such as high speed steel and high chrome tungsten tool steel and so on. To adequately use the alloy elements in scrap steel, for example, stainless steel and so on, recycling oxygen blown method is applied. The ratio of the three methods, in large extent, depends on the steel species and scrap steel supply condition.
Oxidization method: when furnace load is smelted, ores are added into steel liquid or oxygen is blew into the steel liquid to carry out de-phosphorization and de-carbonization operation, as well as to make the molten bath boil to remove H2, N2 gas and non metals impurities, then by reduction reaction, oxygen and sulfur are removed to adjust chemical composition and temperature of the steel liquid before the tapping. The characteristics of this method is P, S H, N and O contents in steel can be reduced to the required ratio, the purpose of cleaning steel is realized, therefore, it is suitable for the smelting of most species of steels. The shortcoming of this method is that if there are large amount of alloy elements in the steel, they will be oxidized and cause a loss, meanwhile it is not good for operation, so the bath materials usually adopts waste carbon steel, which will also cause difficulty of alloying.
Scrap steel used for electric furnace is top loaded into the furnace by loading bucket. According to the process condition of the scrap, one time loading method or two times loading method are usually used.
During electric furnace smelting, lime, dolomite, fluorite, iron ore and other buck refractory material should be loaded into the furnace, sometimes, direct-reduced iron is used to replace part of scrap steel. The bulk refractory material and direct-reduced iron are supplied by material loading part and charging part. Large scale electric furnace workshop usually adopts belt conveyer to load refractory material. Charging part is composed of high position feed bin, vibration feeder, weighting hopper, feeding tube and so on. Bulk material and direct-reduced iron are added into electric furnace from the fifth hole at furnace top through feeding tube. There are usually 6~10 high level material bins, the storage time of material should be no less than 8h. The feeding system of small size electric furnace workshop is usually set at the side of electric furnace, raw refractory material is loaded by crane, bulk material are loaded into the electric furnace by weighting chopper and vibration feeding from the fifth hole at the furnace top.
As for iron alloy feeding system, belt conveyer or crane are used for loading refractory material in large scale workshop, iron alloy is added into electric furnace or steel ladle through vibration feeder, weighting hopper and feeding trough. In small size workshop, material box or material checker is usually used for storing material in small size workshop, materials are manually loaded into electric furnace or steel ladle. For electric furnace workshop with steel liquid degassing equipment, iron alloy baking furnace is usually not equipped, it is usually equipped for regions with damp climate, workshops without degassing equipment and for the smelting of high alloy steel.
During electric furnace smelting process, powder agents such as foaming agent, carbon increase agent and so on are added into the furnace by in furnace powder gunning method.
Intense oxygen blowing is usually adopted in electric furnace. High power or ultra high power electric furnace should set oxygen gas fuel burner at three cool point zone, it can increase the heat supply of electric furnace to accelerate scrap steel smelting. The oxygen pressure for electric furnace is 0.8~1.0Mpa. Per ton of steel liquid oxygen consumption is 20~30m3. Ladle car or crane is usually used for the tapping of steel. Slag is usually discharged into slag car and delivered to slag storage shop, furnace bottom slag discharge method is also used in some workshops.
The repairing methods of electric furnace mainly include two methods, the first is adopting spare-furnace shell, the furnace shell is unloaded from the furnace base for repairing, the second is the repairing of furnace shell is carried out on the furnace base. The first method can increase furnace work efficiency, but if electric furnace adopts water cooling furnace wall and water cooling furnace cover, the service life of furnace lining can increase to 2000~4000 times, the repairing of furnace shell can be carried out during workshop overhaul period. Generally, magnesia bricks are used for the masonry of furnace bottom, furnace ramp is casted by magnesia sand, slag line zone is lined by magnesia carbon bricks, while furnace cove triangle zone is built by high alumina bricks.
Electric furnace produces large amount of dust and fume, the noise is also large, so noise cancellation equipment and dust removal system. Electric furnace dust removal are divided into first dust removal and secondary time dust removal. The primary dust produced in electric furnace is usually removed by furnace cover smoke hole(the fourth hole). Secondary dust produced during material loading and tapping process and so on are removed by electric furnace enclosed hood or local enclosed dust removal system. By first and secondary dust removal, dust content can be reduced to lower than 50mg/m3. The smoke exhausted from electric furnace has high temperature, it can be used to preheat scrap steel, for large capacity, high power or ultra high power electric furnace, it is advantageous to adopt scrap steel preheating equipment.
Secondary refining. To increase electric furnace output and to improve electric furnace steel quality, corresponding secondary refinery methods should be adopted. There are many secondary refinery methods, factors such as steel quality requirement, raw material quality, production craft, refinery equipment function and investment should be comprehensively analyzed to select the proper refinery method.
Casting system. Electric furnace casting systems are divided into mould casting system and continuous casting system. Mould casting system is further divided into ground mould casting and car casting. Continuous casting is mature craft, which can increase good products ratio, reduce energy consumption and improve products quality, so it has very significant economic benefits and are widely used in newly built electric furnace workshops. In ultra high power electric furnace workshop, the ratio of electric furnaces and continuous casting machines is 1:1 or 2:1.
1. the working condition of electric arc furnace and requirements on conducting electrodes
⑴ Electric arc furnace adopts electrodes to generate electric arc in scrap steel or slag layer, electric energy transfers into heat energy and generates high temperature. So scrap steel is melted and steel liquid is heated. The temperature at electric arc center can reach to 10,000~20,000℃, steel liquid temperature can be heated to more than 1600℃. The electricity is divided into alternate current and direct current, the arc length is divided into long arc and short arc, the furnaces are divided into melting and smelting, therefore, electrodes should not only have good electricity conductivity at high temperature, but also have high efficiency and low consumption at various conditions.
2. The main performances of graphite
1). Graphite can directly sublimated into gas state from solid state when it is heated, sublimation temperature is as high as 3,800℃, which is the highest among all the known materials.
2). Different with ,most of other materials, the mechanical strength of graphite increases with the ascending of temperature, at 2,000℃, the tensile strength of graphite is 1.6 times that of room temperature, generally speaking, tensile strength=1/2modulus of rupture=1/4 crushing strength.
3). At 1,400℃, the specific resistance of graphite is the same as that of room temperature, between them, it decreases first and them increases, while the specific resistance of metals always increases with the increase of temperature.
4). Graphite has good thermal conductivity, low thermal expansion coefficient and excellent thermal shock resistance.
5). If the surface temperature of graphite is higher than 400℃, it will react with oxygen, the oxidization quantity correlates with oxygen content in air, air flow rate, oxidization area and time. When temperature reaches to 608.89℃, with insufficient air supply, CO will be formed, if air supply is sufficient, CO can further forms CO2, the higher the temperature, the faster the surface oxidization. Meanwhile, at certain temperature, graphite can react with H2O, H2O+C—H+CO, which can be further oxidized into H2O and CO2, the oxidization is thus accelerated.
6). Easy for machining.
7). Low price, more available compared with W, Mo and other high melting point metals.
8). The true density of graphite can reach to 2.26g/cm3, although high bulk density can obtain excellent electricity performance, thermal performance and mechanical performance, its modulus of elasticity increases and porosity decreases, which will affect thermal shock resistance. So to obtain high thermal shock performance, bulk density is usually controlled between 1.65~1.85g/cm3.
(1) Advantages: high melting point, good electricity conductivity, high mechanical strength, CO and CO2 gases are produced during oxidization, steel liquid won’t be polluted. The density can be adjusted to obtain best thermal shock resistance. Low price, easy for machining, is ideal industrial material.
(2) Defection and shortcoming: the sublimation is 3,800℃, much lower than electric arc central temperature, so it is inevitable for sublimation at current UHP electric furnace working condition, the max. sublimation rate reaches to 68%, almost approaches using limit. The surface temperature is higher than 600℃, oxidization is not inevitable. Electrode production is affected by multiple factors including raw material, processing craft, equipment, operation and so on, it is very hard to obtain homogeneous products with optimized structure. Besides, continuously changing external forces also act on it and cause the increase of consumption.
In conclusion, although graphite can’t meet also the requirement for electric arc furnace steelmaking, it is the best electrode material, till now.
1. Electric arc furnace shaft structural part: electrode clamp holder and jacking system, furnace tilting equipment, furnace top loading system, auxiliary equipment.
The function of electrode clamp holder: clamp the electrode tightly or loose the electrode, conduct electric current to electrode. Structure: collect chuck + horizontal beam+ electrode delivery structure.
The classification of electrode jacking system: fixed vertical column type and movable vertical column type. Drive methods: electricity powered, hydraulic.
Electrode sealing ring: To prevent the outflow of high temperature gases in the furnace and to avoid red-hot electrode corroding the electrode hole, electrodes must be sealed be sealing ring. The sealing rings are divided into ring type and box type.
Smoke piping equipment and dust removal equipment: in-furnace smoke piping( through the forth piping hole), out-furnace smoke piping: furnace top smoke piping hood, integral sealing.
Furnace cover feeding equipment: lime, ore and iron alloys are charged into furnace through the fifth hole.
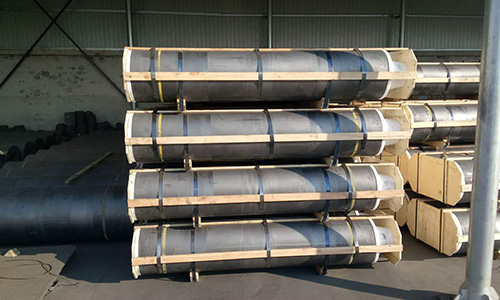
Application of Graphite Electrodes in Electric Furnace Steelmaking
Electric arc furnace electrical equipment
1. Electric arc furnace main circuit: mainly includes: separation switch, high voltage disconnector, electric furnace transformer, low voltage network.
2. Electrode jacking automatic adjusting equipment
Purpose: maintain stable arc length, stabilize electric arc, ensure constant input power.
Classification:
1. Motor amplifier-direct current motor type automatic adjuster;
2. Silicon controlled rectifier-direct current motor type automatic adjuster;
3. Silicon controlled rectifier-slip clutch type automatic adjuster;
4. Electro-hydraulic slave valve-hydraulic transmission type automatic adjuster;
5. Microcomputer controlled system.
The working theorem: measuring comparing system(voltage, current mutual inductor)—amplifier system(motor amplifier or silicon controlled rectifier)—execution system( direct current motor, slip clutch, electro-hydraulic slave valve).
Graphite Electrode Application Performance & Parameter Matching
Electrode is the conductor that conducts the transformer inputted current into melting chamber, it directly affects steel products cost and furnace production efficiency. Electrode is the last part of short net. As electrode is carbon material based, it won’t melt or soften under 3,800℃, only slow oxidization(stripping) will happen.
The physical performance requirements on electrodes are large bulk density, low resistance coefficient, large thermal conduction coefficient, low thermal expansion coefficient, small modulus of elasticity and enough mechanical strength. If electricity conductivity of electrode is low, to input certain amount of electric power, the diameter of electrode must be increased, which will cause the cumbersome structure of clamp holder, horizontal arm and vertical column and the whole furnace, and the control system will also be more complex. If the thermal conductivity of electrode is large, thermal expansion coefficient is small, modulus of elasticity and modulus of rupture is high, its rapid cooling and rapid heating resistance is usually good.
Electrode current load is constrained by its diameter and manufacturing quality. If the load surpasses permitted current intensity, electrode is quickly heated to red, the service life is also shortened greatly.
The max. current load capacity and electrode diameters of different capacity of steelmaking electric arc furnaces are as follows:
Per ton steel electrode consumption is key economic index of electric arc furnace steelmaking. So large amount of research work is done in home and abroad to improve electrode quality and to reduce electrode consumption.
The Analysis Of Factors Affecting Electrodes Consumption
(1) The mass of the graphite electrode. The working condition of graphite electrode is very harsh, to generate stable electric arc, the electrode must move up and down to adjust the height, so it won’t contact with the loaded material and the end part won’t consume too quickly. Besides, during the melting of furnace load, sometimes material would collapse and collide with graphite electrode, if its quality is not good, it would break off and must be replaced by new graphite electrodes, the consumption of graphite electrode would increase drastically.
(2) Anode action. At the process for forming stable electric arc for electricity conduction, the electrons generated from cathode flow to anode with very high speed, anode suffers great bombardment. So, 80% of electric arc power focuses on anode, the part where the bombardment centers is called anode spot, the temperature is highest, and graphite electrode consumption is the quickest there.
(3) The surface of graphite electrode reacts with air contained oxygen at high temperature, it is consumed by oxidization.
On account of the up mentioned factors, there are some measures can be took to reduce graphite electrode consumption.
(1) Improve electrode quality, make it have enough mechanical strength to avoid rupture.
(2) Improve furnace load structure, don’t use ultra large block material, material collapse can be avoided and graphite electrode won’t break.
(3) Adopt direct current electric furnace, the bottom of direct current electric furnace is anode, the upper part graphite electrode is cathode, so anode effect is avoided, the consumption of graphite can be reduced more than half.
(4) The surface of graphite electrode should be spayed with cooling water, or anti-oxidization coating should be added to reduce oxidization consumption.
Besides the consumption of graphite electrode can also be divided into accident consumption and normal consumption.
1. Accident consumption. It is mainly caused by external mechanical force and electromagnetic force, such as the looseness or rupture of joint, the cracking and shelling off or joint thread and so on. The main reasons for accident consumption are the poor quality, for example, low mechanical strength. Equipment involved factors are improper selection of graphite electrode diameter, the conditions of electrode clamping equipment, jacking equipment and controlling equipment are not good, etc. Operation related factor involves improper loading method, large size scrap collapses and collides with graphite electrode during melting.
1. Specific measures to reduce electrode consumption
To reduce graphite electrode consumption, the quality of electrode should be improved, the smelting time should be shortened, bad equipment condition or workers’ improper operation caused electrode rupture should be avoided. To reduce the oxidization of graphite electrode, electrode perimeter surface coating method is carried out in home and abroad. The coating layer should have the following characteristics: hard to oxidize at high temperature, has good cohesion with graphite electrode at high temperature, high electricity conductivity, contact resistance is not larger than the resistance o graphite electrode. In Japan, the surface of electrode is coated with two kinds of metals, i.e., iron and aluminum or nickel and aluminum are used as protection layer. The tests on 40 ton electric arc furnace suggests that, it can reduce 30% of consumption compared with the same diameter of electrode, the perimeter surface oxidization is reduced by 60%. Besides, alumina and silicon carbide mixtures are also used as coating layer.
During operation, the connecting of electrodes should be paid great attention, the joint should be clean and tightly connected. If there is dust or other impurities at joint part, the resistance will increase, electric power consumption will increase, which will lead to overheated or even cause the rupture of electrode. The looseness of joint will also cause overheat and rupture of electrode. If the joint is loose, the electric conductivity will decrease 40%, the mechanical strength is only half that of normal value, if it suffers vibration of impaction, it is very easy to break.
Protective caps are installed at the top of some electrodes, so the screw hole and end surface won’t be destroyed by accidental factors, dust and other impurities won’t enter into the screw hole, oxidization of end surface is also avoided. Graphite electrode and joint should be the matched products produced by the same factory, they should be stored in door and kept dry.